 |
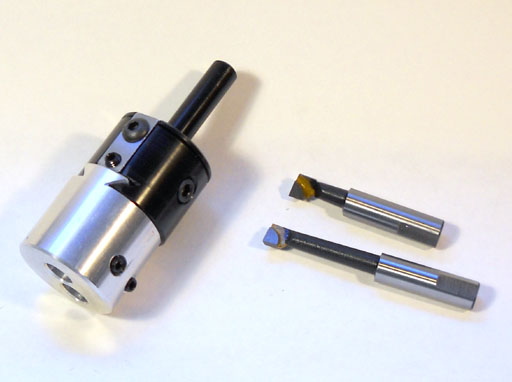
Taig sent me their 2035ER Boring Head to test out. The boring head is now for sale:
2035ER Boring Head $45.00
The boring head comes with two import carbide tipped boring bars. |
 |
This is a simple boring head. The large cap screw
adjusts and locks the dovetail. The small setscrew front and back are
used to adjust the position of the boring head. There is no graduated
dial. You just adjust it close, and tweak the front and back setscrews
to get it close, measure after cutting and adjust a little more. You
can of course place an indicator against it to measure travel and I
don't think it will be long before someone clever modifies it to have a
typical screw feed.
The boring head is made of aluminum and has a 3/8" shank. |
 |
As you can see it is a simple design. |
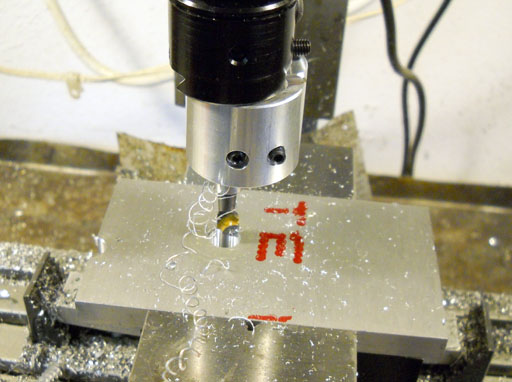 |
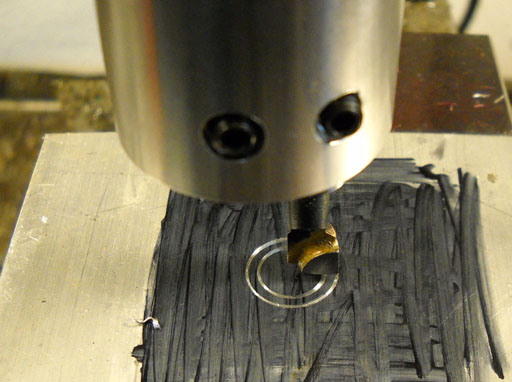
Opening up a 3/8" hole. |
 |
As you can see I got a tiny bit of chatter. This
is the biggest problem with boring on small mills. You need to take the
time to experiment when boring with different feedrates and depths of
cut. Generally you want to bore at the slowest spindle speed you
can. |
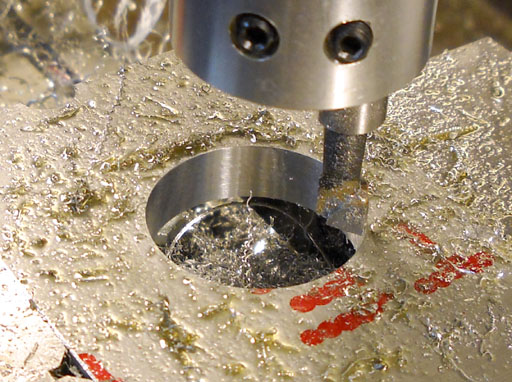 |
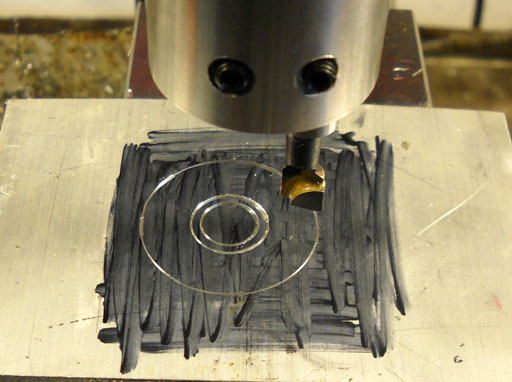
A large diameter hole (yup, same hole, I like to
test things thoroughly). Again you can see the smallest amount of
chatter. |
 |
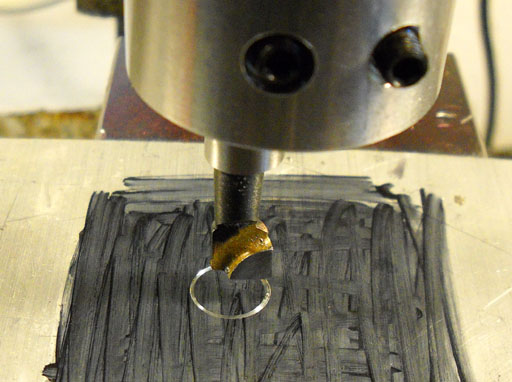
Boring out a steel bushing. I did this at 1000
rpm just to see whether those with the 1/4hp mill motor could use the
boring head. Again I got a small amount of chatter but overall the hole
is round. |
 |
This is the largest circle the bar will bore with the boring bar in one of the holes, about .4" |
 |
Unfortunately this is the smallest hole the bar will bore in the next hole, about 5.5"
You can get around this problem by rotating the bar 180 degrees (put a
flat on it!) then you get a range in between the large and small range. |
 |
This is the largest hole, about 1.25" so the range of adjustment is about .7"
|